石英振盪器的應用領域相當廣泛,每年產值也逐年成長。由於其最大的應用領域--手機與其他行動裝置逐漸朝輕薄方向邁進,也促使石英振盪器須更加薄型化以符合要求。不過,薄型化也為廠商帶來挑戰,但若透過MEMS製程方式,則可迎刃而解,並可增加穩定度。
石英晶體係先經由石英晶棒之切割、研磨等前段製程生產石英晶片,再將石英晶片經後段電極蒸鍍、封裝、加蓋、測試等加工而成,主要功能係藉壓電效應將機械能及電能轉換成基本訊號源,並提供固定時脈訊號,作為控頻及計時之用。由於石英晶體具備高Q值與穩定的溫度特性,多年來一直是消費、工業、商用及軍用產品領域重要的時脈來源。從第一顆石英振盪器誕生至今,已邁入第93年(2008年為90週年)。根據日本水晶元件工業會(QIAJ)調查結果顯示,自2000年以來,石英晶體與石英晶體振盪器的需求每年穩定成長,至2009年全球整體市場超過3兆2,000億日圓。
經過將近百年的歷史,石英的應用不但沒有受到局限,反而出現越來越多的創新應用。舉例來說,日前在日本千葉縣所舉辦的CEATEC 2010大展中,各大廠商毫不保留推出一系列最新石英應用如各種感測元件、陀螺儀等,並展示令人興奮的成果,如各類機器人、運動感測裝置、車用電子裝置等。石英元件的應用必須倚靠深厚的技術基礎,若石英晶體單元與振盪電路之間的匹配度不佳,可能造成各種問題,例如頻率不穩定或是頻率誤差太大等現象。此外,也可能因電源電壓或溫度的變化改變誤差範圍,或造成振盪動作的停止。
終端產品技術不斷演進,以及消費者需要越來越輕薄短小的產品的趨勢下,同時還要求提供更多、更強大的功能,這對於電子元件供應商來說,必須要有能力提供更小、更省電的電子元件,同時維持應有的性能表現。除了手機、小筆電外,介於兩者之間的智慧型行動裝置如電子書、平板裝置等,以及隨著無線供電技術智慧電網邁向商業化階段,未來連家用設備也將朝向無線化的目標發展。
電子產品朝行動化趨勢蓬勃發展
以目前石英振盪器應用最為廣泛的行動電話來說,早期的全球行動通訊系統(GSM)行動電話內具備四套不同的壓電式頻率控制和產生元件,包括900M~2GHz射頻(RF)表面聲波(SAW)濾波器(使用壓電鉭酸鋰或鈮酸鋰)、50M~400MHz中頻(IF)SAW濾波器(主要使用石英)、13/26MHz溫度補償石英振盪器(TCXO)(使用石英),以及32.768kHz音叉石英。後來,直接降頻(Direct Conversion)技術問世,導致大多數GSM行動電話內的IF SAW濾波器遭到淘汰;內建數位補償石英振盪器(DCXO)線路的GSM收發器晶片組出現,也免除TCXO存在的必要性,但在行動電話收發器晶片外部的石英晶體仍有著其不可取代的地位。
仔細思考,現在的行動電話似乎不須要再進一步變小,因為對使用者來說已夠精巧。過去,大家總認為手機晶片外的石英晶體、石英晶體振盪器和SAW元件的用量將會隨時間越來越減少。事實上,隨著智慧型手機的發展,現在的行動電話反而內建更多石英音叉、石英晶體、石英晶體振盪器、電壓控制晶體振盪(VCXO)、TCXO,以及RF SAW/薄膜體聲波共振器(FBAR)的濾波器/雙工器等元件,才能容納更多功能,包括多頻、多模、數位相機(DSC)、DVC、MP3多媒體支援、全球衛星定位系統(GPS)、數位電視、上網與藍牙(Bluetooth)等。
表1列出最簡單的被動式石英晶體到最尖端的複雜同步計時模組(Synchronous Timing Module, STM), 所廣泛使用的石英晶體與高頻版的SAW元件。
上述百萬Hz等級以上的石英晶體及石英晶體振盪器,其頻率對應於溫度的穩定性通常定義在低於±25、50及100ppm,視操作溫度範圍而定。因此,石英晶體是已知唯一可提供如此穩定、毋須採行補償措施的共振元件。對於今日的行動電話應用而言,勢必需要一個頻率穩定性優於±2.5ppm的TCXO,才能提供精確的參考時脈作為頻率合成之用。至於GPS裝置,則需要低於±1.0或±0.5ppm的TCXO,如愛普生(Epson Toyocom)所提供的2毫米×1.6毫米的TCXO。
體積極限逼近 石英小型化挑戰重重
數年來電子裝置在娛樂、遊戲及可攜式市場的大幅成長,將小型石英晶體和石英晶體振盪器的需求提升至前所未有的境界,如採用傳統百萬Hz石英晶體封裝方法的石英音叉已可縮小至2.0毫米×1.2毫米以下。但須注意的是,若要以機械研磨製程開發小型化石英晶體,除物理性質上有其尺寸極限外,小型化帶來的阻抗增加或良率降低等因素,都將會是瓶頸。
技術上,小於5.0毫米×3.2毫米的石英晶體通常必須在真空下封裝,才能維持正確的阻抗值。低頻的小型石英晶體也需要圓邊,亦即削薄石英晶體邊緣,才能達到有效的能陷(Energy Trapping)。因此,在製造超小型石英晶體及低頻石英晶體時,有能力的供應商均採用處理石英音叉時所使用的光蝕刻法。這對於單純仰賴傳統研磨法製造石英晶體的廠商來說,將會是發展小型石英晶體產品時,最主要的技術鴻溝。
有些石英產品如石英晶體、石英音叉、石英角速度感應器等,是透過微機電系統(MEMS)製程製造的,包括光蝕刻(圖1)、金屬化、蝕刻及金蝕刻保護等。事實上,非平面金屬化過程的複雜處理程序(石英音叉專用),石英晶體硬度對於蝕刻的抵抗,以及高異方向石英晶體有不同的蝕刻率等問題,都讓石英晶體產品微型化的處理技術挑戰性超過許多矽晶MEMS處理程序。愛普生自創的QMEMS技術,即為透過MEMS製程來加工石英材料,可同時達成提高生產力、微型化、精密加工、低功耗等需求。
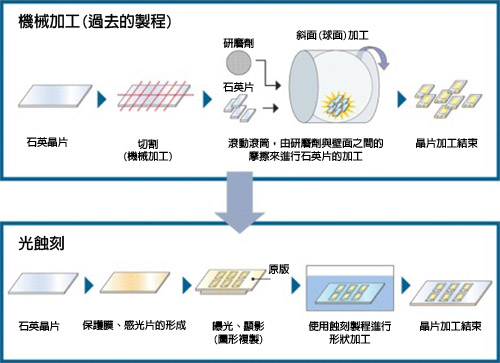 |
| 圖1 光蝕刻法與傳統機械製程之流程比較 |
目前愛普生已利用QMEMS技術生產特別需要微型化及精密設計的石英元件,而QMEMS元件開發的最大挑戰來自於三維(3D)結構的設計方法,這必須透過反覆的試驗,才能將晶體結構改善到要求的準確度。為了有效掌握生產參數,愛普生硬體工程師和軟體設計工程師共同開發一套電腦模擬程式,能以虛擬的方式達到設計所需的參數目標,讓專業工程師能更快速地實現自己的設計理念,也讓更小、更精密、更穩定的QMEMS新型元件能夠以每年十到二十種的速度推出市場,包括音叉型石英晶體、HFF石英晶體及Photo AT等時序元件,以及角速度感測器(Gyro Sensor)/陀螺儀、加速度感測器、壓力感測器等感測元件。
石英振盪器製程轉型大勢所趨
整體而言,在過去10年中,石英晶體及晶體振盪器製造商已完成以前所想像不到的成就,即將石英晶體、XO、PCXO、VCXO和TCXO的尺寸縮小到終端產品所需的程度,最重要的是未犧牲效能及成本。
無論在創新、微型化、縮減成本、新應用研發、以及提升效能、使用簡易度和可靠性方面,業者都正努力研發更先進的技術,以提供電子業最佳效能和更超值的石英解決方案。為達到微型化、精密加工的需求,石英晶體產業從傳統機械製程轉型到新技術上已是必然的趨勢。目前半導體與MEMS製程雖然已發展得相當成熟,但如何將其轉變運用到石英晶體的開發上,對於許多石英業者來說仍然充滿挑戰。
(本文作者任職於台灣愛普生)